



Navigation Navigation
- Trescases, a great company
- Our "eco"commitment
- From tree to bottle
- Our corks
- Quality and garantees
- News
- Image & video gallery




RESULTS
Stages of cork production: 5.5 g CO2 eq per unit estimated.
Trescases plant Le Boulou carbon footprint 5.4 g CO2 eq per unit.
End-of-life of corks: - 2.7 g CO2 eq per unit.
Carbon footprint for the Bouchons Trescases site at Le Boulou:
5.4 - 2.7 = 2.7 g CO2 eq per unit.
Total Bouchons Trescases Carbon footprint for the entire
cork manufacturing process:
5.5 +2.7 = 8.2 g CO2 eq per unit.
CONCLUSION
The carbon footprint for "natural cork stoppers" and especially that of Bouchons Trescases is the lowest of all closure solutions for still wines. This is due to good control of the process on the Le Boulou site.
DEVELOPMENTS AND THE FUTURE
Energy: Solar panels
Modification to the roof of the storage sheds with an area of 3,200 m², removing the old fibre cement roof, fitting a new steel roof and photovoltaic solar panels with a surface of 1,000 sqm on the south-facing slopes.
This facility will provide us with better energy management and very significantly improve our carbon footprint.
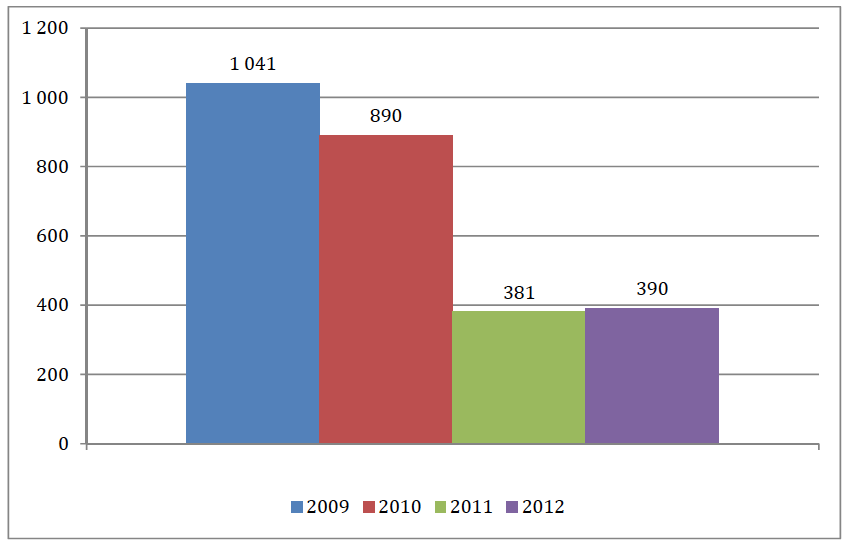
Electricity production in 2010: 28,431 Kw/h
2011 : 28 124 Kw/h
2012 : 28,327 Kw/h
Water:
Changes to the cooling system of the cork packaging machine and a branding machine with a closed-loop cooling system (like a radiator), resulting in significant savings in water consumption.
Changes in water consumption

Air:
To make natural cork closures, Trescases does not emit any volatile organic compounds (VOC).
In 2007, a study of the carbon footprint was conducted by Cairn Environnement on our site at Le Boulou.
Carbon footprint of the Trescases plant: 7.0 g of C0 ² per unit.
The carbon footprint of Bouchons Trescases is the lowest of all closure solutions for still wines. This is due to good control of the process on the Le Boulou site.
RECOVERY OF WASTE
Value chain of cork:
Corks discarded during our manufacturing process are sent to a factory to be incorporated into other applications with high added value (e.g. insulation).
So with cork, nothing is wasted and no waste is generated. Nothing is lost and everything is made use of.
Use of recycled materials:
In addition to the complete recycling of cork, preference is given to recyclable materials, whenever this option is viable.
Sorting:
Bouchons Trescases has set up a Waste Management Environment procedure, consisting of reducing the volume of packaging.
All waste from running the plant is sorted: cardboard, plastic, empty plastic containers, pallets... Office waste: used printer cartridges, batteries, small cardboard boxes, paper, etc.
This improved waste sorting management meant that we were able to make significant savings in 2012 as compared to 2011 for the item "waste dumped": lower by 14.28%.
IMPROVING THE SITE - WORKING CONDITIONS - REDUCING STRENUOUS WORK
Acquisition of a second laser marker to maximize productivity and to improve the quality of marking for smaller orders.
Acquisition of a 3D-view machine for sorting and lining up cork tops and bottoms (a Trescases prototype): automated marking station on a single end.
As part of ongoing HACCP actions and attention to maintaining hygiene, we have thoroughly cleaned the marking room and the surface treatment hall.
Purchase of a fast counting machine (400,000 corks / hour) with a feeder belt. The feeder belt of the small packaging unit has been replaced.
Implementation of 25 programmes on the surface treatment programming units and full electrical overhaul of the surface treatment machinery.
(Investment: 10,000 € excl. tax).
RISK MANAGEMENT
Bouchons Trescases have identified all risks by activity and have implemented control measures as follows:
Human risk: associated with manual and mechanical handling:
Limiting the carrying of weights by creating storage racks, determining traffic areas and wearing safety shoes and clothes.
Fire risk: extinguishers and smoke hatches checked annually, personnel evacuation plan, staff fire drill.
Electrical risk: annual inspection of electrical installations, accreditation for the maintenance manager, cabinets are locked.
Transportation risk on the site: the safety protocol for loading and unloading is issued to all of our carriers.
STAFF TRAINING
November 2012: The five employee first-aid and rescuer workers did training to maintain and update their skills, and five other employees received initial training in first-aid and rescue work.
The entire staff is trained annually and daily vigilance is required for compliance with health and safety practices in accordance with our established HACCP system.
All staff are trained in the use of fire extinguishers and those who drive power trucks have a driving accreditation (CACES) that is monitored and updated.
QUALITY - OUR CERTIFICATIONS
For many years, Bouchons Trescases have had a quality management process: